
5.1.1.- Operaciones basicas de programacion de PLC.
1. Principios Básicos
Con la llegada de
los autómatas programables, los llamados PLC, la industria sufrió un
impulso importante, que ha facilitado de forma notable que los procesos
de producción o control se hayan flexibilizado mucho. Encontramos PLC en
la industria, pero también en nuestras casas, en los centros
comerciales, hospitalarios, etc. También en nuestras escuelas de
formación profesional encontramos frecuentemente autómatas programables.
PLC son las siglas en inglés de Controlador Lógico Programable
(Programmable Logic Controller). Cuando se inventaron, comenzaron
llamándose PC (Controlador programable), pero con la llegada de los
ordenadores personales de IBM, cambió su nombre a PLC (No hay nada que
una buena campaña de marketing no pueda conseguir). En Europa les
llamamos autómatas programables. Sin embargo, la definición más
apropiada sería: Sistema Industrial de Control Automático que trabaja
bajo una secuencia almacenada en memoria, de instrucciones lógicas.
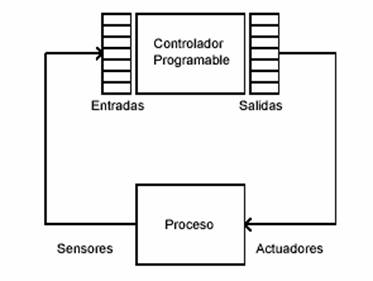
1.1¿Qué es un PLC?
El PLC es un dispositivo de estado sólido,
diseñado para controlar procesos secuenciales (una etapa después de la
otra) que se ejecutan en un ambiente industrial. Es decir, que van
asociados a la maquinaria que desarrolla procesos de producción y
controlan su trabajo.
Como puedes deducir de la definición, el PLC es
un sistema, porque contiene todo lo necesario para operar, y es
industrial, por tener todos los registros necesarios para operar en los
ambientes hostiles que se encuentran en la industria.
1.2 ¿Qué hace un PLC?
Un PLC realiza, entre otras, las siguientes funciones:
- Recoger datos de las fuentes de entrada a través de las fuentes digitales y analógicas.
- Tomar decisiones en base a criterios preprogramados.
- Almacenar datos en la memoria.
- Generar ciclos de tiempo.
- Realizar cálculos matemáticos.
- Actuar sobre los dispositivos externos mediante las salidas analógicas y digitales.
- Comunicarse con otros sistemas externos.
Los PLC se distinguen de otros
controladores automáticos, en que pueden ser programados para controlar
cualquier tipo de máquina, a diferencia de otros controladores (como por
ejemplo un programador o control de la llama de una caldera) que,
solamente, pueden controlar un tipo específico de aparato.
Además de poder ser programados, son
automáticos, es decir son aparatos que comparan las señales emitidas por
la máquina controlada y toman decisiones en base a las instrucciones
programadas, para mantener estable la operación de dicha máquina.
Puedes modificar las instrucciones almacenadas en memoria, además de monitorizarlas.

2 Un poco de historia
Cuando se empezaron a usar los relés en
el control de procesos productivos, se comenzó a añadir lógica a la
operación de las máquinas y así se redujo e incluso se eliminó la carga
de trabajo del operador humano.
Los relés permitieron establecer
automáticamente una secuencia de operaciones, programar tiempos de
retardo, contar las veces que se producía un suceso o realizar una tarea
en dependencia de que ocurrieran otras.
Los relés sin embargo, tienen sus
limitaciones: Tienen un tiempo limitado de vida, debido a que sus partes
mecánicas están sometidas a desgaste, los conductores de corriente
pueden quemarse o fundirse, y con ello puede provocarse una avería y
tendrán que ser reemplazados.
Desde el punto de vista de la
programación, su inconveniente mayor era que la estructura de
programación era fija. El panel de relés lo configuraban los ingenieros
de diseño. Luego se construía y se cableaba. Cuando cambiaban las
necesidades de producción había que construir un panel nuevo. No se
podía modificar, al menos sin un coste excesivo en tiempo y mano de
obra.

Una aplicación típica de estos sistemas
utilizaba un panel de 300 a 500 relés y miles de conexiones por cable,
lo que suponía un coste muy elevado en instalación y mantenimiento del
sistema (aproximadamente de 25 a 45 euros por relé).
En aquella época, al entrar en una sala de control, era habitual oír el clic continuo de los relés al abrirse y cerrarse.
 Hacia
1970 surgieron los sistemas lógicos digitales construidos mediante
circuitos integrados, aunque eran productos diseñados para una
aplicación específica y no eran controladores genéricos. ¡Un paso es un
paso!
Hacia
1970 surgieron los sistemas lógicos digitales construidos mediante
circuitos integrados, aunque eran productos diseñados para una
aplicación específica y no eran controladores genéricos. ¡Un paso es un
paso!
Muchos de ellos usaban microprocesadores, pero al programarse en un lenguaje extraño a los ingenieros de control (el assembler, observa la figura de la izquierda), el mantenimiento era muy complejo.
La existencia de ordenadores en el
momento del desarrollo de los PLC fue lo que inspiró su concepto: Había
que diseñar un artefacto que, como una computadora, pudiese efectuar el
control y pudiese ser re-programada, pero pudiera soportar el ambiente
industrial.
Los primeros controladores completamente
programables fueron desarrollados en 1968 por una empresa de
consultores en ingeniería (Bedford y Asociados), que luego se llamó
MODICOM.
Así el primer PLC fue construido en 1969
por encargo de General Motors Hydramatic Division (fábrica de
transmisiones para los vehículos de la General Motors). Este PLC se
diseñó como un sistema de control con un computador dedicado para
controlar una parte de la cadena de producción y sustituir los sistemas
de cableado que usaban hasta la fecha, que resultaban difíciles de
modificar, cada vez que se requerían cambios en la producción.

Con estos controladores primitivos era posible:
- Programar desarrollos de aplicaciones para su uso en ambientes industriales.
- Cambiar la lógica de control sin tener que cambiar la conexión de los cables.
- Diagnosticar y reparar fácilmente los problemas detectados.
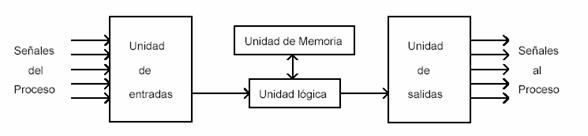
Los primeros PLC incorporaban sólo un
procesador para programas sencillos y algunos dispositivos de entrada /
salida. Posteriormente han ido desarrollándose hasta los equipos
actuales, que ya integran:
- Módulos multiprocesadores.
- Entradas y salidas digitales de contacto seco, de relé o TTL (Transistor-Transistor-Logic o "Lógica Transistor a Transistor", tecnología de construcción de circuitos electrónicos digitales, en los que los elementos de entrada de la red lógica son transistores, así como los elementos de salida del dispositivo).
- Entradas y salidas analógicas para corriente continua o alto voltaje.
- Puertas de comunicación en serie o de red.
- Multiplexores análogos,
- Controladores PID (Proporcional Integral Derivativo, controlador que intenta mantener la salida del dispositivo en un nivel predeterminado).
- Interfaces con pantallas, impresoras, teclados, medios de almacenamiento magnético.
3 Ventajas y desventajas de los PLC
3.1 Ventajas
Las ventajas de los PLC son las siguientes:
- Menor tiempo empleado en la elaboración de proyectos debido a que:
· No es necesario dibujar el esquema de contactos.
·
No es necesario simplificar las ecuaciones lógicas ya que, por lo
general, la capacidad de almacenamiento del modulo de memoria es lo
suficientemente grande como para almacenarlas.
· La
lista de materiales a emplear es mas reducida y, al elaborar el
presupuesto correspondiente, se elimina parte del problema que supone el
contar con diferentes proveedores, distintos plazos de entrega, etc.
- Posibilidad de introducir modificaciones sin cambiar el cableado y añadir aparatos.
- Mínimo espacio de ocupación
- Menor coste de mano de obra de la instalación
- Economía de mantenimiento. Además de aumentar la fiabilidad del sistema, al eliminar contactos móviles, los mismos autómatas pueden detectar e indicar posibles averías.
- Posibilidad de gobernar varias maquinas con un mismo autómata.
- Menor tiempo para la puesta en funcionamiento del proceso al quedar reducido el tiempo de cableado.
- Si por alguna razón la maquina queda fuera de servicio, el autómata sigue siendo útil para controlar otra maquina o sistema de producción.

3.2 Inconvenientes
- Hace falta un programador, lo que exige la preparación de los técnicos en su etapa de formación.
- La inversión inicial es mayor que en el caso de los relés, aunque ello es relativo en función del proceso que se desea controlar. Dado que el PLC cubre de forma correcta un amplio espectro de necesidades, desde los sistemas lógicos cableados hasta el microprocesador, el diseñador debe conocer a fondo las prestaciones y limitaciones del PLC. Por tanto, aunque el coste inicial debe ser tenido en cuenta a la hora de decidirnos por uno u otro sistema, conviene analizar todos los demás factores para asegurarnos una decisión acertada.

4 ¿Cómo funciona el PLC?
Una vez que se pone en marcha, el procesador realiza una serie de tareas según el siguiente orden:
a) Al
encender el procesador ejecuta un auto-chequeo de encendido y bloquea
las salidas. A continuación, si el chequeo ha resultado correcto, el PLC
entra en el modo de operación normal.
b) El
siguiente paso lee el estado de las entradas y las almacena en una zona
de la memoria que se llama tabla de imagen de entradas (hablaremos de
ella mas adelante).
c) En base a su programa de control, el PLC actualiza una zona de la memoria llamada tabla de imagen de salida.
d) A
continuación el procesador actualiza el estado de las salidas
"copiando" hacia los módulos de salida el estado de la tabla de imagen
de salidas (de este modo se controla el estado de los módulos de salida
del PLC, relay, triacs, etc.).
e) Vuelve a ejecutar el paso b)
Cada ciclo de ejecución se llama ciclo de barrido (scan), el cual normalmente se divide en:
- Verificación de las entradas y salidas
- Ejecución del programa
4.1 Otras funciones adicionales del PLC
a) En
cada ciclo del programa, el PLC efectúa un chequeo del funcionamiento
del sistema reportando el resultado en la memoria, que puede ser
comprobada por el programa del usuario.
b) El
PLC puede controlar el estado de las Inicializaciones de los elementos
del sistema: cada inicio de un microprocesador también se comunica a la
memoria del PLC.
c) Guarda
los estados de las entradas y salidas en memoria: Le puedes indicar al
PLC el estado que deseas que presenten las salidas o las variables
internas, en el caso de que se produzca un fallo o una falta de energía
en el equipo. Esta funcionalidad es esencial cuando se quieren proteger
los datos de salida del proceso.
d) Capacidad
modular: Gracias a la utilización de Microprocesadores, puedes expandir
los sistemas PLC usando módulos de expansión, en función de lo que te
requiera el crecimiento de tu sistema. Puede expandirse a través de
entradas y salidas digitales, análogas, etc., así como también con
unidades remotas y de comunicación.
5 ¿Cómo se clasifican los PLC?
Los PLC pueden clasificarse, en función de sus características en:
5.1 PLC Nano:
Generalmente es un PLC de tipo compacto
(es decir, que integra la fuente de alimentación, la CPU y las entradas y
salidas) que puede manejar un conjunto reducido de entradas y salidas,
generalmente en un número inferior a 100. Este PLC permite manejar
entradas y salidas digitales y algunos módulos especiales.
5.2 PLC Compacto
Estos PLC tienen incorporada la fuente de
alimentación, su CPU y los módulos de entrada y salida en un solo módulo
principal y permiten manejar desde unas pocas entradas y salidas hasta
varios cientos (alrededor de 500 entradas y salidas), su tamaño es
superior a los PLC tipo Nano y soportan una gran variedad de módulos
especiales, tales como:

- entradas y salidas análogas
- módulos contadores rápidos
- módulos de comunicaciones
- interfaces de operador
- expansiones de entrada y salida
5.3 PLC Modular:
Estos PLC se componen de un conjunto de elementos que conforman el controlador final. Estos son:
- El Rack
- La fuente de alimentación
- La CPU
- Los módulos de entrada y salida
De estos tipos de PLC existen desde los
denominados Micro-PLC que soportan gran cantidad de entradas y salida,
hasta los PLC de grandes prestaciones que permiten manejar miles de
entradas y salidas.
5.1.2.- Programación de PLC.
Abrir este link de abajo....
http://www.mecatronicatip.com/e107_files/downloads/cursobasmtiptoshi.pdf



















